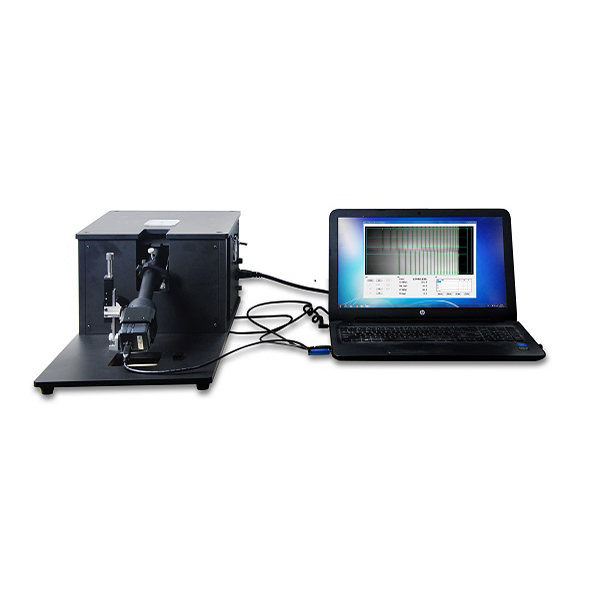
Võrgupõhise sekundaarse kujutise eraldamise testimissüsteemi spetsifikatsioon
Veebipõhise sekundaarse kujutise eraldamise katsesüsteemi saab integreerida auto tuuleklaasi tootmisliini, et mõõta auto esiklaasi sekundaarse kujutise eraldusnurka. Testimissüsteem viib sekundaarse kujutise eraldusväärtuse mõõtmise lõpule määratud paigaldusnurga näidisel vastavalt testimisplaanile ja annab häire, kui väärtus on ebanormaalne. Tulemust saab salvestada, printida, salvestada ja eksportida. Mitme anduri süsteeme saab integreerida vastavalt mõõtmiste tulemuslikkuse nõuetele.
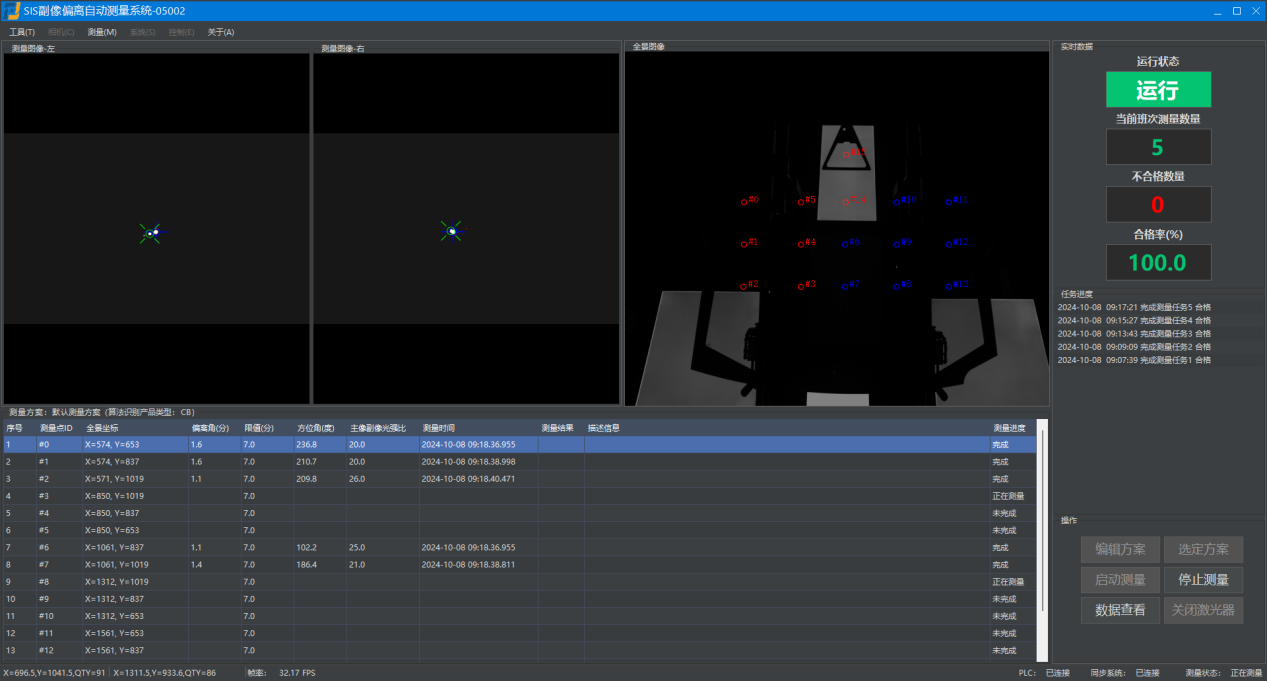
tarkvara liides
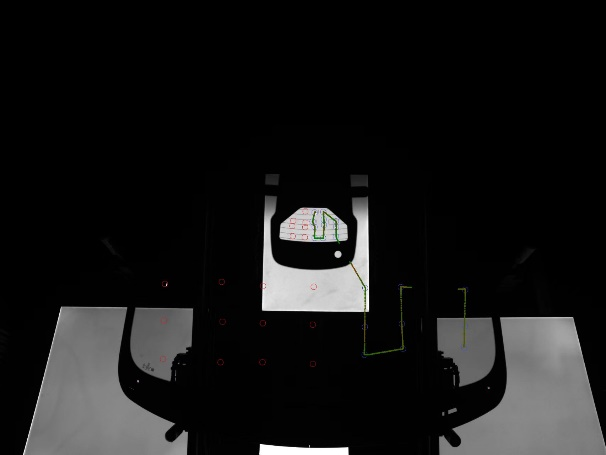
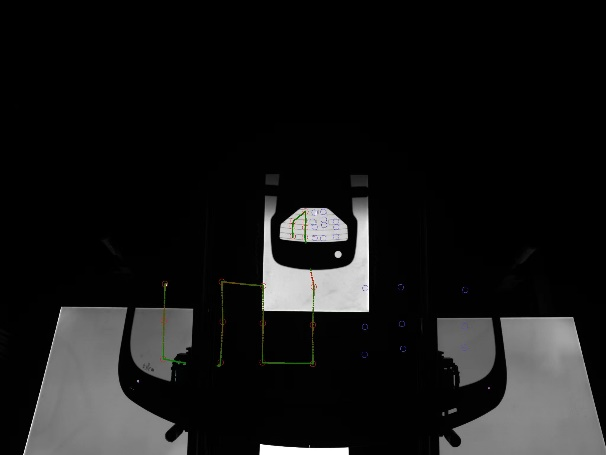
Kuvatakse kahe anduriga skaneerimise tulemused
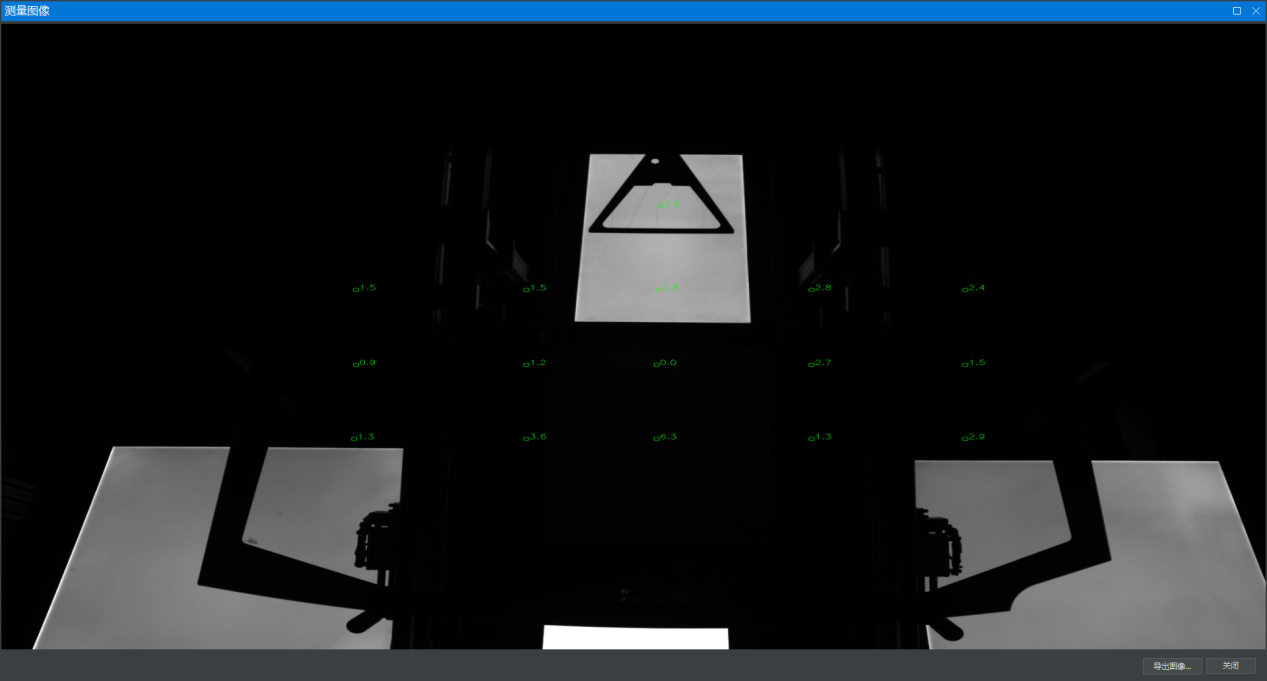
Põhipunktide tulemused
Theautomaatneserva stressmeetersaabmõõtastressi jaotus (kompressioonist pingeni)korragakiirusega umbes 12Hz jatulemused on täpsed ja stabiilsed. Seesuudab täita kiire ja tervikliku nõudeidmõõtmine ja katsetadatehase tootmises.Koosfunktsiooniskaubanduskeskuse suurus, kompaktne struktuurjalihtne kasutada, ttameeter onsobib ka kvaliteedikontrolliks, kohapealkontrolligeja muud nõuded.
näidis
Proovi suuruse vahemik: 1,9 * 1,6 meetrit (kohandatud vastavalt vajadusele)
Näidise paigaldusnurga vahemik: 15 ° ~ 75 ° (proovi suurus, paigaldusnurga vahemik, mõõtmisvahemik ja mehaanilise süsteemi liikumisvahemik on seotud ja neid tuleb vastavalt nõuetele kohandada)
Üldine jõudlus
Ühe punkti mõõtmise korratavus: 0,4 '(teisese kujutise hälbe nurk < 4'), 10% (4 '≤ sekundaarse kujutise hälbe nurk < 8'), 15% (teisese kujutise hälbe nurk ≥ 8')
Mõõtmiskiirus: 40 võtmepunkti 80 sekundi jooksul (kohandatud)
Laservalgusanduri süsteemi parameetrid
| Mõõtevahemik: 80'*60'Minimaalne väärtus: 2'Eraldusvõime: 0,1' | Valgusallikas: laserLainepikkus: 532 nmVõimsus: <20mw |
Vision System parameetrid
| Mõõtevahemik: 1000mm * 1000mm | Positsioneerimise täpsus: 1mm |
Süsteemi mehaanilised parameetrid (kohandatud vastavalt vajadusele)
| Proovi suurusvahemik: 1,9 * 1,6 m / 1,0 * 0,8 m.Proovi fikseerimise meetod: 2 ülemist ja 2 alumist asendit, teljesümmeetriline.Paigaldusnurga arvutamise etalon: tasapind, mis koosneb neljast näidise fikseeritud punktist.Näidispaigaldusnurga reguleerimisvahemik: 15°~75°.Süsteemi suurus: 7 meetrit pikk * 4 meetrit lai * 4 meetrit kõrge. | Süsteemi telg: x on horisontaalsuund, z on vertikaalsuund.X-suuna kaugus: 1000mm.Z-suuna kaugus: 1000mm.Maksimaalne tõlkekiirus: 100 mm/s.Tõlke positsioneerimise täpsus: 0,1 mm. |
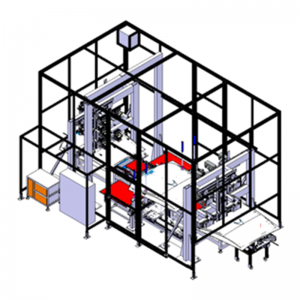
Lahendus 1
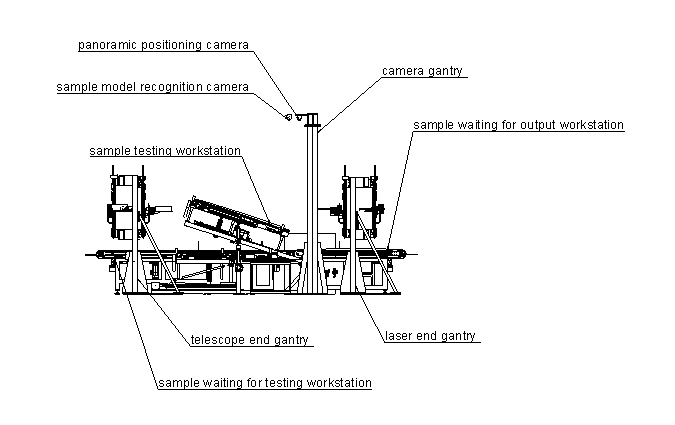
Mehaanilist sektsiooni kasutatakse peamiselt tuuleklaasi näidiste edastamiseks, proovi asendi reguleerimiseks paigaldusnurga järgi ja sekundaarse kujutise eraldamise katsesüsteemi abistamiseks mõõtmise lõpuleviimisel.
Mehaaniline sektsioon on jagatud kolmeks tööjaamaks: näidistööjaam, mis ootab testimist, proovide testimise tööjaam ja näidis ootab väljundtööjaama (valikuline).
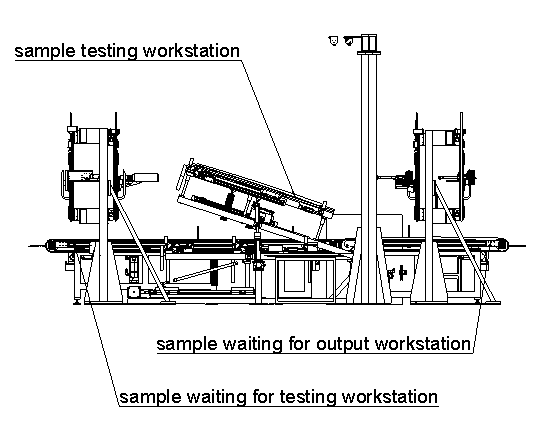
Proovide testimise põhiprotsess on järgmine: proov liigub tootmisliinilt proovi tööjaama ootavasse proovi; Seejärel voolab see testimist ootavast proovitööjaamast proovide testimise tööjaama, kus see tõstetakse testimisasendisse, pööratakse paigaldusnurga alla ja joondatakse; Seejärel hakkab sekundaarne kujutise eraldamise katsesüsteem proovi mõõtma. Testitud proov voolab proovide testimise tööjaamast välja tootmisliinile või proovile, mis ootab väljundtööjaama.
Tarne ulatus
1, kolm tööjaama
2, sekundaarse kujutise eraldamise katsesüsteem
Liides
Esimese tööjaama sissepääsu konveierilint ja kolmanda tööjaama väljapääsu konveierilint
Lahendus 2
Mehaanilist sektsiooni kasutatakse peamiselt tuuleklaasi näidise ülekandmiseks, proovi asendi reguleerimiseks paigaldusnurga järgi ja sekundaarse kujutise eraldamise katsesüsteemi abistamiseks mõõtmise lõpuleviimisel.
Mehaaniline sektsioon on jagatud kolmeks osaks: tootmisliin, manipulaator ja testimistööjaam. Testimistööjaam asub tootmisliini kõrval. Klaasi haarab manipulaator ja see asetatakse testimistöökohta. Pärast mõõtmise lõpetamist asetatakse klaas manipulaatori poolt tootmisliinile tagasi.
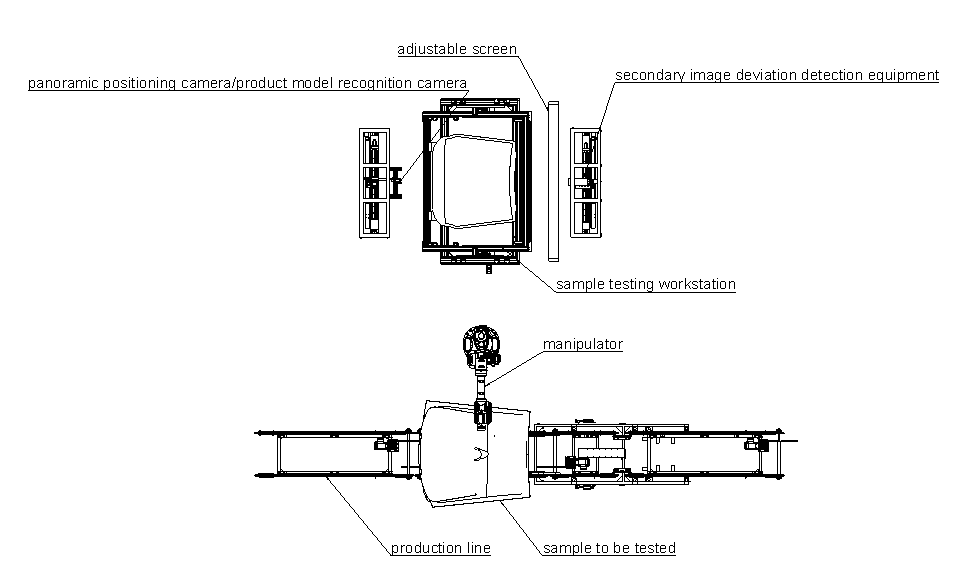
Testimistööjaam on varustatud proovimõõtmisklambriga. Proovi mõõteklambri nurka saab pöörata, et simuleerida proovi tegelikku paigaldusolekut ja kohandada enne proovi asetamist sobiva paigaldusnurgaga. Proov haaratakse konveierilindilt ja asetatakse reguleeritud mõõtekronsteinile. Joondus positsioneerimine viiakse läbi kronsteinil.
Proovide testimise põhiprotsess on järgmine: Klamber pöörab proovi paigaldusnurga alla. Proov voolab tootmisliinilt haaramisasendisse, kus manipulaator võtab klaasi ja asetab klaasi testimistöökohale. Pärast mõõtmist haarab manipulaator proovi tagasi tootmisliinile ja voolab välja.
Tarne ulatus
1, testimise tööjaam
Liides
Testimissüsteemi kronstein.
manipulaator kliendi poolt
Testimine tuleb läbi viia pimedas ruumis ning tellijal tuleb valmistada pimekambriks suur kate
Kohandatud jaotis
1. Mõõtke tugiklamber proovi suuruse, mõõtmisala ja paigaldusnurga alusel.
2. Määrake mõõteandurisüsteemide arv, lähtudes mõõtepiirkonnast, mõõtepunktide arvust ja mõõtetsükli nõuetest.
Kohapealsed nõuded
Saidi suurus: 7 meetrit pikk * 4 meetrit lai * 4 meetrit kõrge (koha lõplik suurus määratakse kohandatud valiku alusel)
Toide: 380V
Gaasiallikas: gaasiallika rõhk: 0,6 Mpa, sisselasketoru välisläbimõõt: φ 10